- Вид работы: Курсовая работа (т)
- Предмет: Культурология
- Язык: Русский , Формат файла: MS Word 1,49 Мб
Плоская ажурная филигрань
КУРСОВАЯ РАБОТА
Плоская ажурная филигрань Содержание
Содержание
Введение
Литературный обзор техники филигрань
.1 История возникновения
.2 Классификация видов филиграни
.3 Элементы филиграни
.4 Подготовительные материалы, инструменты
.4.1 Изготовление скани и зерни
.4.2 Способы набора
.4.3 Набор скани на объемные изделия
.4.4 Пайка филиграни
. Технологический процесс изготовления изделия «Цветок папоротника» в технике плоская ажурная филигрань
.1 Экспликация деталей ювелирной подвески «Цветок папоротника»
.2 Заготовительные операции
.2.1 Подготовка эскиза в технике филигрань
.2.2 Выбор материала
.2.3 Заготовка проволоки (гладь квадратного сечения)
.3 Формообразующие операции (гибка элементов)
.3.1 Изготовление элемента «Спираль»
.3.2 Изготовление элементов групп «Лепесток» и «Вензель»
.3.3 Изготовление зерни
.4 Сборка изделия
.5 Окончательная отделка изделия
.6 Окончательный вид изделия
. Контроль качества изделия
Заключение
Список литературы
Введение
Выбор данной темы следует связать с тем, что каждый человек слышал такие слова, как «филигранный», «филигрань», которые употребляются, если нужно подчеркнуть, насколько изящно и тонко что-то сделано, придумано. И ведь не все знают, что именно такое эта филигрань. И чтобы лучше понять это, автор очень подробно изучил литературу и также выполнил изделие в технике филигрань.
Итак, филигрань (итал. <#”813023.files/image001.jpg”>
Рисунок 1 – Филигранные украшения
Скань (или филигрань) это особый вид ювелирной техники, заключающейся в том, что произведение ювелирного искусства создается посредством нанесения на металлический фон тонких линий из драгоценных или иных металлов, которыми создается то или иной рисунок либо узор. Само слово «скань» в старославянском языке имеет отношение к тому, что «скручено, свито вместе». Смысл этого термина становится понятнее, если узнать, что те самые металлические нити чаще всего представляют собой скрученные из нескольких предельно тонких нитей «канатики», которые при нанесении на металлическую основу паечным либо иными способами расплющиваются и дают особый узор. Чаще всего металлической основой служат материалы однородного блестящего цвета, а нити выполняются из цветных или драгоценных металлов. Вот примерный перечень металлов, которые могут применяться для создания ювелирных изделий в технике скани: цинк, олово, хром, алюминий, чугун, сталь, медь, медные сплавы (бронза, томпак, полутомпак, латунь, мельхиор, нейзильбер), серебро, золото.

Рисунок 2 – Виды скани
1.1 История возникновения
Искусство скани получило в древней Руси широкое развитие почти повсеместно и достигло высоких вершин мастерства. Золотые и серебряные изделия, украшенные сканью и зернью, встречаются при раскопках древнерусских городов и деревенских курганов начиная с IX века. Височные кольца, лучницы, бусы, касты, и другие предметы были найдены при раскопках в Киевской Руси, землях Черниговской, Переяславской, Владимиро-Суздальской и во многих других местах.
Не только узоры, но и детали технологических приемов использование скани были разнообразны: то она ложилась плотно припаянной к поверхности золота или серебра, то составляла ажурный орнамент, украшенный зернью, иногда не располагалась в два яруса, из которых один возвышался над другим. Наряду с драгоценными, иногда изысканно-тонкими образцами сканного мастерства встречаются изделия ремесленной работы, а в деревенских курганах – грубоватые бусы из медного проволочного каркаса с серебряной зернью.
Исключительное значение по своим художественным качествам имеют украшения, найденные при раскопках Старорязанского городища. На городище в 1822 году был найден широко известный клад золотых украшений с перегородчатой эмалью и тончайшей сканью. Скань эта, частично совсем особого вида, не встречающая в других местах, представляет исключительный интерес. Сканный орнамент расположен в два яруса – витые золотые веревочки, пропущенные через вальцы и преобразовавшиеся в тонкие ленточки с рубчатым верхним краем, припаяны на ребро к поверхности металла, а поверх них, образуя второй ярус, напаяны узоры из тонкой, свитой в веревочки скани.
Опустошительные набеги Золотой Орды и междоусобные войны унесли множество сокровищ культуры и искусства, и среди них предметы, созданные ювелирами домонгольской Руси.
В Древней Руси <#”813023.files/image003.jpg”>
Рисунок 3 – Фоновая скань.
1.2 Классификация видов филиграни
В зависимости от технологических особенностей изготовления филигранных изделий различают большое разнообразие видов и разновидностей филиграни. Все их можно объединить в три большие группы.
Первая группа, это напайная филигрань (скань). При изготовлении изделий этой группы узор из проволоки, а также зернь напаивают на листовой металл. Напайная филигрань подразделяется на:
· фоновую, или глухую филигрань, когда филигранный узор напаивают на листовой металл;
· просечную, или выпильную филигрань, при которой после пайки фон узора удаляют либо просечкой, либо выпиловкой;
· рельефную филигрань по чеканке и напайную филигрань с эмалью.
Вторая группа, это ажурная филигрань – обработка, при которой узор состоящий из элементов, выполненных из проволоки, спаивают только между собой, без фона, при этом узор образует как бы кружево из металла. (декоративные элементы из металлических нитей спаиваются между собой, но не прикрепляются к основе, получается своего рода металлическое кружево) Ажурная филигрань имеет следующие разновидности:
· Плоская ажурная филигрань – весь предмет представляет собой плоское кружево, образованное проволочными деталями, спаянными между собой в одной плоскости.
· Ажурная филигрань с эмалью, когда ячейки между сканными деталями заполнены прозрачной эмалью.
· Скульптурно-рельефная ажурная филигрань – изделие представляет собой трехмерный рельеф, образованный из ажурной филиграни.
· Многоплановая, или сложная филигрань – сканной узор, состоящий из нескольких планов, напаянных один на другой, т.е. когда на нижний узор, служащий фоном, накладывают и припаивают новый рисунок, лежащий в другой плоскости.
Третья группа, объемная филигрань – объемные изделия, составные части которых изготавливаются техникой скани, а затем соединяются между собой в конечный предмет. К ней относятся объемные предметы, выполненные сканной техникой, – вазы, кубки подносы, объемное изображение животных, архитектурные формы и т.п. Такие изделия изготавливают из отдельных частей, которые затем монтируют в целую композицию.
Такое большое разнообразие видов филиграни сформировалось в течение многовекового развития сканной техники и настоящее время активно применяется и совершенствуется.
.3 Элементы филиграни
Различают филигрань ажурную и фоновую или напайную. Ажурная филигрань – это своеобразный кружевной узор с насквозь просматривающимся рисунком. Филигрань, напаянная на специально подготовленный фон, сплошной (глухая филигрань) или филигранный (ажурный), называется фоновой. И ажурная, и фоновая филигрань бывает плоской и объемной. Примером ажурной филиграни могут являться плоских форм броши, примером фоновой – кулоны, серьги конусных и цилиндрических форм.
Элементы ажурной и фоновой филиграни очень разнообразны и многочисленны по форме, размерам, названию (рис. 9, 10).
· Гладь – круглая проволока различной (заданной) длины и сечением от 0,2 до 1,3 мм; проволока, сплющенная с боков, называется плоской гладью.
· Веревочка – скрученный из двух проволочек любого сечения жгутик, нередко провальцованный (плоская веревочка); зернистая поверхность, образующаяся на ребрах плоской веревочки, позволяет создать эффект особой красоты зернистого узора в украшении.
· Шнур (шнурок) – элемент, скрученный из двух, трех, четырех проволочек или двух веревочек, или веревочек и проволоки.
· Плетенка – своеобразная косичка, сплетенная из трех или более проволочек; часто используется в качестве бокового ободочка плоских филигранных украшений.
· Елочка – две рядом лежащие веревочки со спиралью, направленной в разные стороны, с незначительным или сложным изгибом.
· Круглая дорожка – слегка растянутая спираль из круглой глади малого сечения; часто применяется для выделения отдельных орнаментов из общего узора
· Смятая и сплющенная дорожка – элемент в виде поваленной или приплюснутой спирали, кольца которой, наваливаясь одно на другое, частично закрывают друг друга.
· Зигзагообразная дорожка – это зубчатая дорожка из плоской глади, круглой и плоской веревочки или змейка из плоской или круглой веревочки; используется в качестве промежуточных элементов ажурной филиграни, а также при изготовлении фоновой филиграни с ажурным фоном.
· Зернь мелкие золотые, платиновые или серебряные шарики диаметром от 0,4 мм, которые напаиваются в ювелирных изделиях на орнамент из скани <#”813023.files/image004.jpg”>
Рисунок 4 – Элементы филиграни
В единое целое отдельные элементы филиграни соединяют при помощи пайки <#”813023.files/image005.jpg”>
Рисунок 11 – Общий вид изделия «Цветок папоротника»
Экспликация деталей ювелирной подвески «Цветок папоротника».
№ поз. | Название элемента | Технология изготовления, параметры | |
1 | Лепесток – Элемент-1 | Скань (□ 0,87 мм) Протяжка, Скрутка, гибка | 1 |
2 | Лепесток – Элемент-2 | Скань (□ 0,87 мм) Прокатка, Скрутка, гибка | 1 |
3 | Лепесток – Элемент-3 | Скань (□ 0,87 мм) Прокатка, Скрутка, гибка | 2 |
4 | Лепесток – Элемент-4 | Скань (□ 0,87 мм) Прокатка, прокатка, гибка | 2 |
5 | Спираль (гладь) | Протяжка (гладь, 0,5 мм) | 41 |
6 | Зернь | Плавка | 41 |
7 | Вензель | Скань (□ 0,87 мм) Прокатка, Скрутка, гибка | 2 |
2.2 Заготовительные операции
2.2.1 Подготовка эскиза в технике филигрань
Композиция в филиграни – это разработка структуры будущего изделия, с помощью которой организуется взаимное расположение его деталей. А также поиск и реализация замысла с учетом свойств материалов, из которых будет создаваться украшение с учетом специфики (набор, пайка) его изготовления. Изображение нужно стилизовать, то есть обобщить, упростить так, чтобы форма задуманного предмета была узнаваема.
Эскиз рисуется, в натуральную величину, чтобы процесс набора скани был как можно точнее и аккуратнее.
Далее ведется разработка шаблонов, уточнение и классификация элементов, составляющих рисунок. Устанавливаются виды филиграни: витая, гладкая, толстая, тонкая, уплощенная. Так как узор сложен, его делят на простые элементы.
.2.2 Выбор материала
В изготовлении филигранных изделий чаще всего используют сплавы золота, серебра и платины, а также медь, латунь, мельхиор, нейзильбер. Материалом для подвески данной работы была выбрана медь. Медь обладает пластичностью и мягкостью, поэтому она хорошо подойдёт для наполнения и для контура изделия.
.2.3 Заготовка проволоки (гладь квадратного сечения)
1) Скрутить и отжечь проволоку.
Материал: медная проволока, диаметром 0,70 мм
Оборудование: бензиновая горелка (рис. 2.2)
Оснастка: огнеупорный материал (асбестовая плита)
Примечание: отжиг необходим для снятия внутренних напряжений и придания большей мягкости проволоке. Необходимо скрутить проволоку в моток (рис 12), стараясь, чтобы отдельные витки не торчали, иначе нагрев будет неравномерный, а торчащий виток можно легко расплавить. Пламя должно быть жёлто-оранжевого цвета, мягким, контроль температуры нагрева металла осуществляется по цвету каления – тускло-розовый, перемещать горелку равномерно, последовательно со скоростью 1-2 см/сек.

Рисунок 12 – Скрученная проволока
Рисунок 13 – Бензиновая горелка
Материал: проволока
Реактив: слабый раствор

(раствор 5-10%)
Инструмент: пинцет
Оснастка: ёмкость для отбела объёмом 250 мл.
) Режим: температура раствора t=20-24

, время выдержки, t = 30 сек.
Примечание: После отбела следует промыть пруток под холодной проточной водой и просушить.
) Вальцовка.
Медь обладает хорошей вязкостью, мягкостью и пластичностью. Эти качества обеспечивают хорошее волочение, вальцевание проволоки, ее кручение и набор скани. Вальцовку можно осуществлять в квадратном или круглом сечении в зависимости от эскиза изделия.
Размеры исходного материала: длина 40 мм, диаметр сечения 2,2 мм. (рисунок 14)
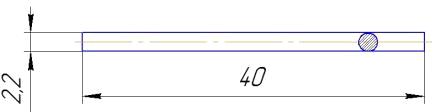
Рисунок 14 – Исходный материал
) Провальцевать проволоку в первом ручье калибра 2 мм (рисунок 15).
Материал: медная проволока
Оборудование: вальцы.
Примечание: Сечение должно быть прямоугольным, поэтому прокат нужно производить на плоских вальцах. В начале операции свести валки так, чтобы стержень свободно проходил между ними. Затем сводить валки между операциями проката около. За все прохождение одного калибра валки сводят 5-6 раз.
Обеспечить обжим всех 4-х ребер стержня (при одном и том же расстоянии между валками стержень прокатывается 2 раза: 1-й – проходной – одной стороной; 2-й – калибрующий – повернутый на 90 градусов).
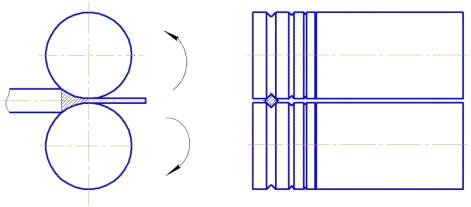
Рисунок 15 – Вальцевание стержня
Расчет количества переходов производится по формуле: (1)

, (1)
где

– диаметр проволоки

– коэффициент укова = 1,2

=

= 2,01;

=

= 1,83;

=

= 1,66;

=

= 1,52;

=

= 1,39;

=

= 1,27;

=

= 1,16;

=

= 0,96;

=

= 0,88;
Для подгонки выполняется один калибрующий проход
Примечание: Прокатку осуществлять за 10 переходов, чередуя с отжигом каждые три прохода до получения диаметра d = 0,87 мм, в сочетании с одним калибрующим проходом.
) Отжечь проволоку (рисунок 16).
Инструмент: бензиновая горелка.
Примечание: Температура отжига, Тотж. = 600-780 0С, обеспечить нагрев до появления алого цвета; медленно проводить пламенем по прутку с одного конца в другой, скорость движения горелки при этом примерно 10 мм в секунду; повторить операцию еще 2 раза.
Рисунок 16 – Отжиг проволоки
) Отбелить проволоку, промыть в проточной воде и просушить как описано в п.2 пп. 2.2.3.
)Повторять операции, описанные в пунктах 1-3 проходя каждый последующий ручей до калибра 1 мм.
) Полученная проволока (рисунок 17).

Рисунок 17 – Размеры, полученной проволоки
Изготовить скань(скручивание).
Взять проволоку, сделать по петельке с каждого края, затем одну петельку зацепить за гвоздь (закреплённый в тиски), а во вторую вставить отвертку, затем медленно по часовой стрелке крутить до частоты 2 витка на 1 мм до момента, пока не лопнет проволока. Необходим так же промежуточный отжиг.
Когда прутки скручены и между ними нет зазора, скань готова.
Материал: медная проволока диаметром = 0,87 мм
Оборудование: отвертка.
Оснастка: гвоздь.
Рисунок 18 – Изготовление скани
) Отжиг в соответствии с п.1 в пп. 2.2.3.
)Отрезать от прутка заготовки длиной 135 мм, 105мм, 2 заготовки длинной 110 мм, 2 заготовки длинной 80 мм, 2 заготовки длинной 130 мм.
2.1.3 Изготовление проволоки (гладь круглого сечения)
1)Заточить один конец проволоки на конус(рисунок 19).
Материал: медная проволока квадратного сечения 1˟1мм.
Инструмент: напильник.
Оснастка: финагель (стол-верстак).
Примечание: обеспечить отступ от конца проволоки на 20-30 мм.
Рисунок 19 – Заточка проволоки на конус
)Смазать пруток.
Материал: воск.
) Зафиксировать фильерную доску.
Оснастка: слесарные тиски.
) Протянуть проволоку через фильерную доску (отверстие диаметром 1 мм) (рисунок 20).
Исходный диаметр 1 мм
Полученный диаметр = 0,43 мм
Оборудование: фильеры
Инструменты: плоскогубцы, малый заточной станок или напильник
Примечание: обеспечить равномерную протяжку, без рывков.
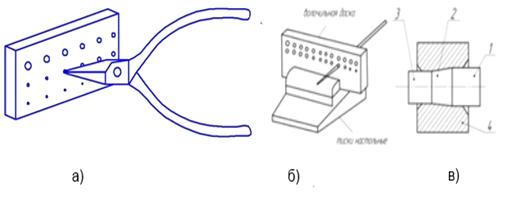
Рисунок 20 – Волочение
а – волочильная доска; б – протяжка проволоки через фильеры; в – схема процесса волочения (1 – входной конус; 2 – деформируемый конус; 3 – выходной конус;
Протягивать, таким образом, проволоку через каждое последующее отверстие до необходимых размеров, повторяя операции, описанные в пунктах 2, 4.
Примечание: после прохождения 3-х отверстий каждый раз производить отжиг, отбеливание, промывку и сушку проволоки.
)Протянуть проволоку до диаметра 0,43 мм, затем отжечь ее, отбелить, промыть и просушить, ( в соответствиис пп. 1,2 п. 2.2.3. Отрезать заготовки 35 заготовок длинной 40 мм, 4 заготовок длинной 70 мм и 2 заготовок длинной 120 мм.
2.3 Формообразующие операции (гибка элементов)
2.3.1 Изготовление элемента «Спираль»
1)Заготовки глади круглого сечения диаметром 0,43 мм и длиной 40, 70, 120 мм отжечь и изогнуть согласно эскизу (рисунок 21, 22).
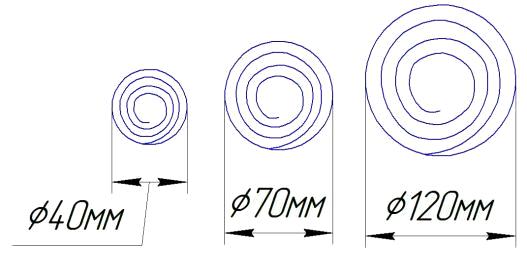
Рисунок 22 – Элементы «Спираль»
Инструмент: круглогубцы.
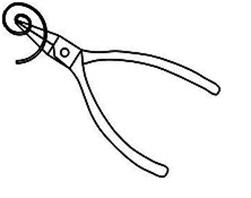
Рисунок 21 – Изготовление элемента «Спираль»
2.3.2 Изготовление элементов групп «Лепесток» и «Вензель»
1) Заготовки квадратного сечения 0,87˟0,87 мм длиной 135 мм, 105 мм, 2 заготовки длинной 110мм, 2 заготовки длинной 80мм, 2 заготовки длинной 130мм изогнуть согласно эскизу (рисунок 23).
Инструмент: круглогубцы.
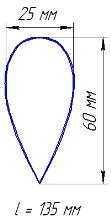
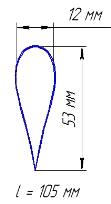
Рис. 23 – Элемент Рис. 24 – Элемент
«Лепесток – 1» «Лепесток – 2»
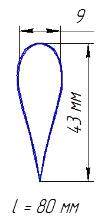
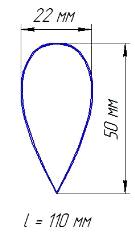
Рис. 25 – Элемент Рис. 26 – Элемент
«Лепесток – 3» «Лепесток – 4»
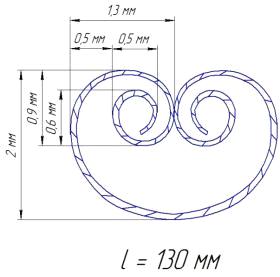
Рисунок 27 – Элемент «Вензель»
.3.3 Изготовление зерни
1) Отрезать от проволоки диаметром 0,8 мм заготовки длиной 20 мм и две заготовки длиной 10мм.
) Сделать 3 полусферических углубления на поверхности угля.
Материал: древесный уголь.
Инструмент: бормашина.
) Смочить заготовку во флюсе (смесь поташа с бурой 1:1, прокалить).
) Уложить заготовки в углубления в угле.
) Оплавить каждую заготовку до образования шарика из жидкого металла (рисунок 28), отвести горелку и подождать, пока они застынут.
Рисунок 28 – Изготовление зерни
) Извлечь зерна из угля с помощью пинцета и охладить в отбеле.
7) Полученные зерна на рисунке 29.
Рисунок 29 – Зернь
.4 Сборка изделия
Сборка изделия осуществляется методом пайки в последовательности согласно схеме на рис. 30:
ЛБН – лепесток большой наружний; ЛБВ – лепесток большой внутренний; ЛМН – лепесток малый наружний; ЛМВ – лепесток малый внутренний; В – вензель; С – спираль; З – зернь.
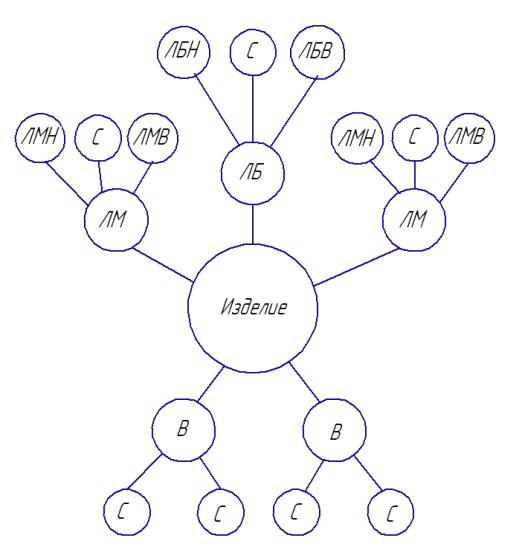
Рисунок 30 – Схема сборки изделия
.4.1 Общая технология пайки
1. Окунуть детали во флюс
Вспомогательный материал: бура
Инструмент: пинцет
2. В места, где нужно спаять детали, положить немного припоя.
Основной материал – серебряный припой марки ПСрМЦКд 40(пастообразный), температура плавления Тпл.= 770°С.
Вспомогательные инструменты: пинцет, щипцы, кусачки.
Режим: Температура T = 700-800 °С.
Примечание – Припой необходимо разместить на внутренней стороне соединения.
3. Спаять все детали встык вместе согласно последовательности (рис. 30).
Оборудование – бензиновая горелка.
Инструмент – пинцет
Оснастка – асбестовый лист.
Основной материал: припой серебряный 925 пробы
Вспомогательный материал – флюс (раствор буры,концентрация 20%)
Примечание: плавку припоя производить широким, мягким, восстановительным пламенем. Температура плавления припоя (779-810°С).
. Опустить спаянные детали в раствор серной кислоты
Материалы: реактив (5%-10% раствор

)
. Опустить спаянные детали в раствор соды
Материал: раствор соды
6. Промыть в воде.
Материал – медная проволока
Оборудование – ультразвуковая машина.
Режим – Температура раствора, t=20-24

, время выдержки, t = 30 сек
7. Просушить.
Основной материал – медная проволока
Вспомогательный материал: ветошь
.4.2 Подетальная сборка элементов(пайка)
Устанавливаем детали:
)Элементы «Лепесток – 1» с «Лепесток – 2», и «Лепесток – 3» с «Лепесток – 4» уложить вместе согласно эскизу (рисунок 30), выдержать соотсность. Проделать операции 1-8.
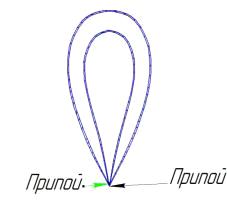
Рисунок 31 – Место нанесения припоя
)Установить 10 элементов «Спираль» к элементам
«Вензель» согласно эскизу (рисунок 32). Проделать операции 1-8 п. 2.4.1.
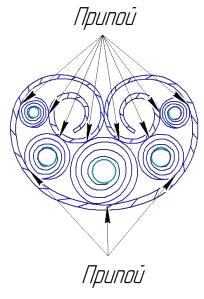
Рисунок 32 – Места нанесения припоя
) Спаять элементы «Спираль» 13 шт. с элементом «Лепесток 1» и «Лепесток – 2», как описано в пунктах 1-8 . И таким же образом спаять элементы «Спираль» 9 шт. с элементом «Лепесток 3» и «Лепесток – 4» (рисунок 33).

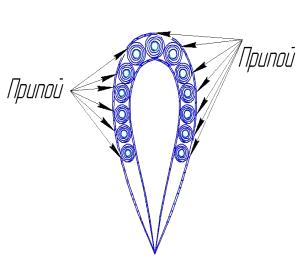
Рисунок 33 – Места нанесения припоя
) По операциям, описанным в пунктах 1-8 припаять между собой «Лепесток – 1», 2 элемента «Лепесток – 3», 2 элемента «Вензель» согласно эскизу (рисунок 33).
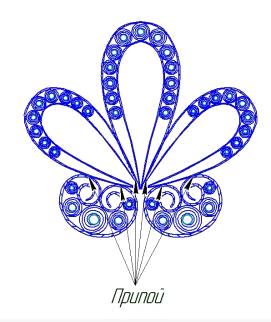
Рисунок 34 – Места нанесения припоя
7) Места под зернь промазать небольшим количеством припоя и уложить на них зерна согласно эскизу (рисунок 34). Затем расплавить припой, отбелить спаянные детали, промыть и просушить.
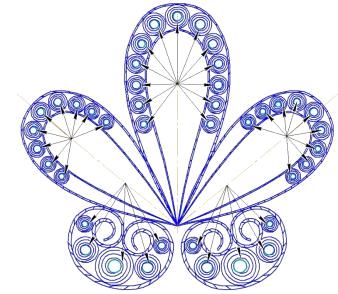
Рисунок 35 – Места нанесения припоя
2.5 Окончательная отделка изделия
Отделка обработка ювелирных изделий проводятся для того, чтобы повысить художественную ценность и износостойкость изделия, и осуществляется в следующей последовательности:
1)Выплощить изделие
Инструмент: молоток деревянный
Примечание: поверхность должна быть ровной
)Отполировать изделие
Оборудование: бормашина
Инструмент: фреза
Материал: паста ГОИ
)Обезжирить
Материал: бензин.
Оснастка: емкость для бензина объемом V = 0,2 л.
Режим: время, T = 0,5 – 1 мин.
)Очистить.
Материал: мыльный раствор.
Оборудование: ультразвуковая ванна.
Режим: время, T = 0,5 – 1 мин.
2.5.1 Серебрение
)Опустить изделие в реактив
Инструмент: щипцы
Режим: реактив AgNO3; опустить отполированное и обезжиренное изделие в реактив на 2 минуты.
) Изделие промыть
Материал: мыльный раствор.
Оборудование: ультразвуковая ванна Elmasonic LC 30, мощностью 35кГц.
Режим: время, T = 0,5 – 1 мин.
Промыть в проточной воде.
)Просушить
2.6 Окончательный вид изделия
Окончательный вид представлен на рисунке 20:

Рисунок 20 – Окончательный вид изделия
3. Контроль качества
Контроль качества выполняется на всех технологических этапах: от исходного материала до конечного изделия.
.1 Входной контроль качества
Контроль исходных материалов на наличие устранимых и неустранимых дефектов.
Медная проволока:
) Отсутствие лакового покрытия
) Постоянство размеров
) Отсутствие трещин и надрывов
.2 Пооперационный контроль качества
Контроль качества ювелирных изделий из сплавов драгоценных металлов проводят внешним осмотром. При контроле проверяют правильность формы изделия, массу изделия (определяют взвешиванием на технических весах с точностью до 0,01 г для изделий из сплавов золота, платины и металлов платиновой группы и с точностью до 0,1 г – из сплавов серебра), качество отделки, целость изделия и соответствие размерам. Изделия осматривают невооруженным глазом на фоне листа белой бумаги при дневном свете или освещении лампы дневного света. На поверхности изделий не должно быть вмятин, царапин, пятен, потертостей, ухудшающих внешний вид изделий.
Типовая процедура послеоперационного контроля сведена в таблицу 2.
Таблица 2 – Пооперационный контроль качества
Вид операции | Вид дефекта | Способ устранения |
Вальцовка | Заклинивание заготовки | Выполнить правку валков |
Формоизменения заготовки по краям (причины: Грязь на заготовке, изменение структуры из-за частого отжига) | Очистить заготовку от грязи, заново прокатать | |
Заклинивание заготовки (причины: Не выполнен промежуточный отжиг) | Отжечь | |
Волочение | Заусенцы | Отжечь, обработать «канавки» надфилем |
Обрыв проволоки | Отжечь, смазать воском, заново протянуть | |
Отжиг | Пережог (поверхн. | – |
Плавление металла | – | |
Скручивание | Разрыв | Отжечь |
Гибка | Искажение геометрии | Выравнивание деревянным молотком |
Пайка | Неспаивоемость | Прочистить в ультразвуке, перед пайкой смочить флюсом |
Серебрение | Пятна | Заново отполировать,обезжирить |
Заключение
В ходе работы достигнуты все поставленные цели и задачи, а именно была разработана технология изготовления ювелирного изделия «Цветок папоротника» в технике плоской ажурной филиграни.
Также приведен анализ техники плоской ажурной филиграни. Определялись, более эффективные методы гибки и пайки элементов изделия. На основании менее трудоемкого варианта изготовления изделия «Цветок папоротника» в технике плоской ажурной филиграни разработан технологический процесс. Список литературы
1.Рамазанова Р.У.- 10 уроков филиграни. -Профиздат,- 151 стр. 2011.
. Бреполь Э.- Теория и практика ювелирного дела.- М.,2009
. Шнейдер Г.А. Основы художественной обработки металлов. Минск. «Высшая школа», 2008, 158 с.