- Вид работы: Дипломная (ВКР)
- Предмет: Культурология
- Язык: Русский , Формат файла: MS Word 1 Мб
Технология изготовления украшения способом гравирования якутских мастеров
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
ГЛАВА I. ХУДОЖЕСТВЕННАЯ ОБРАБОТКА МЕТАЛЛА НАРОДНЫХ МАСТЕРОВ ЯКУТИИ.
.1 Виды художественной обработки металла народных мастеров
.2 Традиционный материал якутских мастеров
ГЛАВА II. ТЕХНИКА И СПОСОБЫ ГРАВИРОВАНИЯ ЮВЕЛИРНЫХ ИЗДЕЛИЙ.
.1 Техника гравировки и его инструментарий
.2 Способы гравирования ювелирных изделий
.3 Предпочтения способа гравирования якутских мастеров
ГЛАВА III. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ УКРАШЕНИЯ СПОСОБОМ ГРАВИРОВАНИЯ ЯКУТСКИХ МАСТЕРОВ.
.1 Особенность гравировки якутских мастеров.
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
ПРИЛОЖЕНИЯ
ВВЕДЕНИЕ
Актуальность темы.
Ювелирное искусство народа саха имеет древнюю историю, и богатые традиции. Как и у других тюркских народов, ювелирное дело вышло от кузнечного ремесла.
Будучи искусными мастерами по дереву и кости, якуты проявили своё мастерство и в технике резьбы по металлу.
Якутские мастера – ювелиры на протяжении многих веков совершенствовали процесс художественной обработки металла. Мастера работали в смешанной технике. Практически каждый предмет из серебра декорировался штампованным или гравированным узором.
Маркетологи утверждают то, что до сих пор традиционные национальные украшение востребованы на рынке сбыта Якутии. Технология изготовления этих изделий до сих пор научно не затронута и потому исследование техники гравирования мастеров Якутии по изготовлению национального украшения в современном стиле является актуальным.
Объектом исследования данной работы является художественная обработка металла народных мастеров Якутии.
Предметом исследования выступает техника и технология гравировки.
Цель исследования. Изготовление украшения способом гравирования якутских мастеров.
Постановка данной цели повлекла следующие задачи:
Изучение видов художественной обработки металла народных мастеров Якутии.
Раскрыть технику и технологию гравировки.
Анкетирование потребительского предпочтения по городу Якутску способов гравирования.
Научно-теоретическая основа. Труды Э. Бреполя, С.А Селиванкина, А.И. Гоголева, П.И. Докторова, Ф.М. Зыкова, З.И.Ивановой, С.В. Иванова, Б.Н. Неустроева, Селиванкин С.А., В.Л. Серошевского и др.
Структура. Данная работа состоит из введения, трех глав, заключения, списка литератур и приложения. ГЛАВА I. ТРАДИЦИОННЫЕ ТЕХНОЛОГИИ НАРОДНЫХ МАСТЕРОВ В ИЗГОТОВЛЕНИИ НАЦИОНАЛЬНЫХ УКРАШЕНИЙ ЯКУТОВ
1.1 Виды художественной обработки металла народных мастеров
якутский ювелирный гравирование традиционный
Якутские мастера-ювелиры на протяжении многих веков совершенствовали процесс художественной обработки металла, устанавливали самобытные традиции и этом непростом виде искусства. Знания физических свойств и технических особенностей драгоценных металлов якутские ювелиры применяли при обработке украшений, умело используя технические приемы при их отделке. Обычно мастера работали в смешанной технике. Практически каждый предмет из серебра декорировался штампованным или гравированным узором.
Пожалуй самым распространенным приемом ручной обработки металла являлось литье {кутуу), в нем якуты достигли большого совершенства. В.Л. Серошевский заметил, что у якутов навыки литейного мастерства превышают их кузнечные знания41. Основные металлы для литья – серебро, медь, бронза, редко свинец, олово. Способом литья изготавливали различные украшения: серьги, кольца, кресты, всевозможные подвески и бляхи, а также более крупные веши.
Процесс литья делился на подготовительный этап (подготовка формы-опоки, плавка металла) и собственно литье. Важным предметом для литья являлась опока, от ее качества во многом зависел успех работы. Опока {киэп тимир) состояла из двух одинаковых металлических рамок глубиною около 2 см*2. Вначале готовили опоку. Нижнюю половину инструмента ставили на специальную деревянную доску и заполняли особой мелкозернистой глиной (симзх буор). Затем опочную землю, предварительно утрам-° выравнивали. В нее вдавливали деревянную (по А.А. Савви-^пйниовук») модель отливаемого изделия {киэп), но так, чтобы половина ее оставалась на поверхности. Для того чтобы не слиплись части опоки, сверху посыпали мелко истолченным древесным углем. После этого наполненную землей верхнюю рамку, не отделяя от основания, клали на нижнюю. Затем обе рамки прижимали друг к другу зажимом тылбыы. Обычно на одной опошливалось несколько мелких предметов. В дальнейшем опоч-се землю сушили на огне до полного затвердения. Затем вынимали модель и делали на затвердевшей опочной глине бороздку, соединяющую отпечаток модели с наружным отверстием литья. Металл плавили, предварительно нарезав на мелкие кусочки в керамическом тигле {кемюс боччук) из огнеупорной глины, ставя его внутрь горна и помешивая тонкой железной палочкой. Огонь раздували при помощи мехов. Когда металл расплавлялся, тигли вынимали при помощи длинных щипцов. Расплавленный металл наливали в подготовленную опоку либо прямо из тиглей, имевших специальный носик, либо из тиглей же при помощи воронки. Отлитое изделие вынимали из формы после того, как оно достаточно остываю. Неровности, швы устраняли специальными напильниками".
Процесс литья, многие его технические особенности во многом схожи с традиционной металлообработкой южно-сибирских народов. По своим техническим особенностям традиционные приемы якутских ювелиров-литейщиков очень близки к бурятской технологии45. Процесс литья распространен у многих народов, развивается также у народов Амура46. Истоки ремесленных традиций литья, вероятно, восходят к древним культурам Южной Сибири, а возможно, и Центральной Азии.
Другим важным приемом обработки являлась расковка (тардыы, таптайыы), которая считалась предварительным этапом и применялась обычно в тех случаях, когда необходимо было выработать тонкую пластинку. Этот прием в ювелирном деле использовался очень широко для изготовления как крупных, так и. мелких изделий. Перед ковкой серебряную заготовку предварительно накаливали, затем, чтобы металл немного остыл, погружали в воду, иногда с молоком, от чего металл становился более мягким и ковким. Расковку производили ровными ударами сначала с одной стороны, потом с другой, при этом несколько раз повторялся процесс накаливания. Когда пластина становилась достаточно тонкой, ее накаливали горячей золе, чтобы не растопить изделие. Шероховатость поверхности выкованной пластины тщательно шлифовали специальным напильником и полировали кусочком ровдуги. При расковке ювелирных изделий немаловажное значение имели гладкие, ровные поверхности наковальни и молотка. Кроме расковки якутские ювелиры широко использовали в своей практике выколотку – прием холодной обработки металла, производимого непосредственно ударами молотка.
Штамповка (халыыпка баттаасын) – один из способов изготовления мелких нашивных и подвесных бляшек из тонких серебряных, иногда бронзовых пластинок. Некоторые сведения о способах штамповки находим у А.А.Саввина. Например, на толстом роге скота (снмэх охсор муос) с помощью раскаленного железного стержня (пуансон) с выпуклым рисунком на конце выжигали нужные штампы-матрицы, затем на получившееся углубление накладывали тонкую листовую заготовку и ударом того же железного пуансона получали необходимый рисунок48.
В некоторых случаях для матриц использовали олово. Этим способом обычно изготовляли мелкие бляшки различной формы (охсуу симэх). Подобная техника штамповки описана у киргизов’19. Чеканка (охсуу, батары охсуу) – один из основных художественных приемов обработки ювелирных изделий. Ее использовали в оформлении браслетов, блях туосахта, пластинок наспин-но-нагрудного украшения и т.д. Существовали различные виды чеканов: сечки, напоминающие зубило с острым прямым лезвием; трубочки, имеющие вогнутую форму рабочего конца; для отделки фонов применялись канфарники-чекзны с заостренным концом в форме тупой иглы. Сечками наносились короткие параллельные линии-штрихи, в основном ими пользовались для создания фона рисунка. Кроме того, существовали различные рисунчатые чеканы, с помощью которых выполняли орнаменты в виде решеток, полос, штриховок. Принцип работы на всех видах чеканок почти одинаков: рабочий коней чекана приставлялся к поверхности предмета, подлежащего чеканке, по другому концу ударяли молотком и получали вдавленный узор.
Гравировка (ойуулаасын, бысан ойуу, ойуу тюсэрии) – олин из характерных художественно-технических приемов якутских ювелиров. С ее помощью можно создать как тончайшие линии узора, так и сложные орнаментальные композиции. Мастерски владея секретами гравировки, ювелиры применяли ее в оформлении почти всех видов украшений: браслетов, нагрудных пластин, поясных бляшек и т.д. Благодаря этому необычайно выразительному техническому приему якутский мастер раскрылся как прекрасный рисовалыкик-гравер. Он выступает не просто как кемюс-чют, но и как художник-орнаменталист. Для этого вида техники у мастера имелись несколько видов специальных резцов ( кирдиэх) на деревянных черенках’1. Сначала с помощью острого шила или кончика ножа наносили линии контура желаемого узора или орнамента. Иногда, если рисунок был сложным, использовали заранее приготовленные трафареты, затем ритмичным покачиванием инструмента из стороны в сторону или легким постукиванием молотка производилась гравировка. Для достижения контраста узора фон нередко делали шероховатым или наносили мелкие штришки. Таким образом, затемненный фон подчеркивал движение и формы основного рисунка.
Работа с резцом (кирдиэх) имеет ряд технических приемов, от которых зависит характер наносимого рисунка. Техникой хаам-тарыы – медленным движением инструмента – можно получить четкий, достаточно глубокий и ритмичный орнамент. При быстром, легком движении инструмента (сююрдю/о) получается тонкий, выразительный гребенчатый узор. Эта техника в основном используется для орнаментации мелких изделий: пластинок пояса, подвесок нагрудного украшения и т.д. Данные приемы требуют умелого владения инструментом и определенного навыка. Готовые изделия полировали до блеска древесной золой.
Золочение не получило широкого распространения, хотя применяли его в оформлении многих ювелирных изделий, но как исходный материал золото не имело широкого употребления. Технику эмалирования в якутской ювелирной практике нужно считать сравнительно поздним новшеством, она распространилась под влиянием городского ремесла.
Способом золочения (кысш солотуу) украшались кольца, серьги, кресты. Из-за дороговизны материала использование его было ограничено. По А.А. Саввину, золото смешивали в пропорциях один к олнолгу со ртутью в небольшом тигле. Когда при нагревании ртуть испарялась, золото брали кончиком ножа и наносили на предварительно гравированную поверхность изделия. После этого украшаемый предмет клали в горн, на теплые угли. Держали там до начала реакции очень недолго, иначе смесь сгорит". У В.В. Ливадина описание несколько иное: «Для очистки золото клали в тигель, смешивали с антимонией (сюрьмой), на 1 золотник золота 5 золотников антимонии. При нагревании антимоний выгорал, золото же оставалось. При золочении очищенное вышеприведенным способом золото смешивали с ртутью, пока не получали тесто, скрипящее между пальцами. Это тесто накладывали на вещь, назначенную для позолоты, посыпали еще порошком нашатыря. При нагревании нашатырь и ртуть соединялись и выгорали, расплавленное же золого оставалось приставшим к вещам»54.
Способ черни – хара солотуу – якутские серебряники держали в особом секрете и раскрывали его только за большое вознаграждение. Традиционный процесс чернения описан ВЛ.Серо-шевским, В.В. Ливадиным, а также Л.Л. Саввиным. Чернью украшали только серебряные изделия из хорошего металла, так как на низкопробном серебре чернь не получалась.
Чернь, по В.В. Ливадину, составляется следующим образом: берут 4 золотника красной меди, 1,5 золотника чистого серебра, 8 золотников свинца, 14 золотников серы и 3 золотника нашаты ря. «Расплавив одно из тугоплавких прибавляют к нему другие в порядке понижающейся степени плавкости. Получаемый сплав будет чернь. Употребляется она в порошке, посыпают им серебряную вещь в углубления резьбы, держат над жаром, когда сгорит, процесс считается оконченным. Охладивши, чистят шлифовальными напильниками, мелко истолчешюй железной окалиной и золой»".
А у В.Л. Серошевского чернение описывается несколько иначе: «…пережигают на слабом огне свинец, помешивая его постоянно палочкой, когда металл превратится в кашицу, его перекладывают в небольшое углубление, сделанное в кирпиче, добавляют серебряных опилок, кладут зажженные кусочки горючей серы и плотно закупоривают углубление глиняной крышкой… Для облегчения плавления употребляют буру, другие – нашатырь»56. А в остальном процесс совпадает с описанием такового В.В. Ливадиным.
Якутские ювелиры выемчатой эмалью (кюё’х солотуу) обычно украшали небольшие изделия: серьги, женские кресты. Якутская эмаль была пемиогоцветной, в основном употребляли синий и зеленый цвета. Хранящиеся в музейных коллекциях изделия с эмалью отличаются тонкой работой, по ним можно судить о высоком мастерстве ювелиров, овладевших этой техникой.
В.Л. Серошевский называл якугского кузнеца бродячим, «охотно перебирающимся из одной местности в другую, из юрты в юрту, то по вызову богатых работодателей, то по личному усмотрению»/7. Вся организация ремесла, в том числе инструментарий мастера* была максимально приспособлена к условиям полукочевого быта. Традиционный инструментарий якутских мастеров-ювелиров, отличавшийся богатым набором, играл важную роль в их ремесленной практике. Кузница’ в зимний период располагалась в жилом помещении около камелька (рис. 17). В теплое время года мастер работал в специальном сарае или под навесом рядом с жилищем, для грубых работ кузнецы занимали отдельные помещения, юрточки, с тем же камином-горном". Необходимые инструменты мастер изготовлял сам или они переходили ему по наследству, кроме того, были строго индивидуальными, брать или пользоваться инструментами мастера строго воспрещалось, так как они имели ични (духа-хозяина) и считались священными. В связи с этим существовал целый ряд табуизированных запретов и суеверий. Ремесло кузнеца, основанное исключительно на ручном труде, требовало больших физических затрат.
Из вышеизложенного видно, что ювелирное дело якутов характеризовалось достаточно высоким уровнем ремесленной культуры. Во второй половине XIX в. традиционные приемы якутских ювелиров под влиянием городского ремесла обогатились новыми секретами ювелирной техники. Как показывает краткий обзор традиционных художественно-технических приемов обработки цветных металлов и инструментария, якутские мастера владели ими достаточно профессионально.
Большинство известных якутам способов художественной обработки ювелирных изделий (литье, ковка, гравировка, штамповка и др.) были широко распространены и у других сибирских народов. Из современных народов наиболее близкие технологические сходства можно обнаружить у тувинцев67, бурят64, башкир69, киргизов7" и др.
Специфические особенности развития данного вида ремесла у этих народов имеют общие черты: ремесло развивалось в условиях полукочевого быта, которое неразрывно было связано с натуральной хозяйственной деятельностью – скотоводством; местные мастера при слабом техническом оснащении достигали высокого профессионального уровня; сходство ремесленной терминологии; наследственность ремесла; и наконец, обшес название серебра – кемюс (якут.), китиз (кирг.), колют (башк.), кшеш (тат.), характерного традиционного материала ювелирных изделий тюркских народов.
Металлические украшения представляют интерес как особые произведения ювелирного искусства, ярко олицетворяющие богатые традиции обработки цветных металлов – особой области народного художественного ремесла.
Исследователи не раз отмечали способности якутов к различным ремеслам и высокий художественный уровень их изделий. Из всех оседлых племен, населяющих северную Сибирь, – якутов, несомненно, следует считать самыми даровитыми. Они не только справляются с тяжелыми и продолжительными работами, но и больше всех прочих сибирских племен имеют наклонность и способность к самым разнообразным ремеслам.
В. Л. Серошевский, долго проживший в среде местного населения, заметил что каждая вещь, даже самая пустяковая, выходит из рук якутского мастера с особым отпечатком: она всегда более или менее художественная.
Итак, традиции ювелирного искусства народа саха сохранились до наших дней, хотя и изменилась его первоначальная функция. Особенно популярны женские украшения илин-кэлин кэбиhэр, серьги, кольца, браслеты. По прежнему женщины отдают предпочтение серебру, но уже высокой пробы, а из золота носят мелкие украшения – кольца, серьги, броши. Существует новое направление в современном ювелирном искусстве саха по созданию оригинальных изделий из драгоценных металлов с использованием натуральных камней: бриллианта, хромдиопсида, чароита, циркония, турмалина, которыми богата якутская земля. (Сокровищница Республики Саха (Якутия) Якутск,
1.2 Традиционный материал якутских мастеров
Традиционным материалом якутских ювелиров служило серебро (юрюнг кемюс), оно получает широкое применение и небывалую популярность именно в XIX в. Как показывают археологические материалы, в предшествующее время серебро было довольно редким металлом. Археолог И.Д. Новгородов пришел к выводу, что чем древнее погребение, тем меньше в нем серебра, а в наиболее древних могилах XVII в. оно почти отсутствует21. Небольшое количество серебряных украшений, находимых в древних захоронениях, видимо, объяснялось традиционным запретом якутов хоронить покойного с металлическими изделиями. Кроме того, серебряные украшения как фамильные реликвии обычно передавались по наследству и нередко переплавлялись на новые виды украшений. Серебро ценили за его качество при обработке, а также за мягкий матовый блеск. Якутское серебро, как правило, было низкопробным, за что получило название уулаах кемюс, т.е. «серебро с водой». Такой сплав в народе получил определение саха кемюсэ, т.е. «якутское серебро». Кроме того, использовали другой сорт сплава, так называемое «польское серебро*. В этнографической литературе многие авторы не отличали этот вид сплава от уулаах кемюс и часто использовали названия как синонимы. Нам не удалось найти каких-либо сведений об этом сплаве, известно лишь, что изделия, изготовленные из «польского серебра», имели наиболее низкую иену. Э.К. Пекарский характеризует его как бледно-темный сплав меди с небольшой прибавкой серебра {нейзильбер)71*.
Р. Маак в лаборатории Санкт-Петербурского университета сделал химический анализ небольшого украшения (была взята пуговка весом 0,28775 г) из якутского серебра. Как показал результат анализа, состав сплава в процентном отношении следующий21: серебро – 34,26, медь – 50,78, цинк – 15,05. Полученный таким образом низкопробный сплав приобретал особые качества: мягкость, плавкость и в то же время сохранял естественную белизну серебра. Кроме того, считался материалом доступным и потому имел широкое распространение.
Золото (кысьш кемюс) как драгоценный металл в обиход якутских ювелиров начало входить относительно недавно. Этот факт подтверждается самим названием металла кысьш кемюс, т.е. «красное серебро», появившимся в якутской лексике, видимо, сравнительно поздно. Хотя тюрко-монгольское название золота алтын (як. алтан), по данным фольклора якутов, известно с древних времен, где слово употребляется со значением «золото», «золотой*. Но как известно, в якутском современном языке алтан означает «медь», которая в практике якутских ювелиров имела самое широкое применение. Таким образом, данное слово имеет довольно сложную семантику.
В ювелирном деле якутов золото занимало весьма скромное место, употреблялось в очень незначительном количестве. Это прежде всего объяснялось отсутствием традиций, а также большой редкостью и дороговизной материала. Для большинства населения оно оставалось неизвестным металлом. Так, по свидетельству В.Л. Серошевского, колымские якуты, впервые увидевшие золото, равнодушно говорили: «Что в нем хорошего – та же медь!».
В то же время он отметил, что якуты «…плавят и льют даже золото, и я видел У богачей золотые перстни, серьги и браслеты работы якутских золотых дел мастеров». Но таковых вес же, видимо, было немного, и они работали сугубо по заказу. В анкетных данных кустарного обследования 1913 г. указывается, что мастера на местах наряду с серебром одновременно работали и с золотом, по заказу из него делали кольца, перстни, серьги, крестики.
Таким образом, можно предположить, что золотые изделия якутской работы начали появляться во второй половине XIX в. Этому способствовало открытие и освоение Ленских золотых приисков, деятельность небольших старательских артелей, стихийно возникавших повсеместно. Через них металл могли приобретать якутские ювелиры. В начале века золото добывали на Вилюе, Алдане, Учурс. Ньюкже, Тунгирс и в других местах". Кроме того, местные ювелиры в практике использовали царские золотые монеты, так называемые «империалы», «червонцы», ходившие в денежном обращении в дореволюционной России.
На территории Якутии разработка серебряной и свинцовой руды имеет давнюю историю. В.Н. Иванов приводит весьма интересный исторический факт, свидетельствующий о том, что местное население еще до вхождения края в состав России занималось выработкой серебряной руды. В расспросных записях служивых людей за 1642 г. говорится, что юкагиры подтвердили наличие серебра и указывали, что «серебро-де идет из горы ис каменные». Местные жители, кроме того, умели изготовлять себе металлические украшения: «…а в огонь-де он то серебро кладут же, в том-де они серебро делают круги серебряные и но вороту-де у себя кругом, обвешиваютса»". На Верхояиье, на р. Юнлыбал (позже Эндыбал) руда, содержащая в своем составе серебро, известна еще с 1765 г. Разработка ее проводилась с 1774 по 1781 г. с некоторыми перерывами. В том же районе существовал еще и Эчигальский серебряный рудник. Залежи серебряной руды обнаружили и на р. Вилюй, т.е. на территории расселения вилюйских якутов, на р. Вилючан и руднике Шарыповском в Верхоянском комиссарстве. Другой рудник существовал на земле кангаласских якутов, в 130 верстах от Якутска, около с. Тит-Ары и назывался Мюкесссвским.
Еще в 1861г. П.Кларк отмечал, что «туземцы обратили в пользу свою серебро и железо, выплавляемое из руды и в особенности из попадающейся в шарах. Из серебра, место разработки которого туземцы держат в величайшем от русских секрете, делают украшения для одежды, седел и узд». М.П. Соколов сообщает: «Тунгусы и якуты Верхоянского уезда выплавляют и теперь серебро и свинец из руд, известных им в бассейне р. Дулгалах,левого притока Яны. Опасаясь преследований, инородцы скрывают местонахождение руд, но от них легко можно приобрести свинец и серебряные изделия, серебро которых, видимо, содержит много свинца: оно тускло и мягко». Эти сведения лают нам достаточное основание предположить, что якутские мастера владели навыками кустарной добычи серебра.
Открытие и освоение месторождений не проходило без участия местного населения, которое снабжало изыскательские работы гужевым транспортом, продуктами, выступало в качестве проводников. Хотя отсутствуют данные и архивные доказательства о добыче якутами серебряных руди использовании их в своем ремесле, но можно предположить, что народ с древними металлургическими традициями, живущий на богатой земле, не мог не знать о выработке серебра из местных руд.
В.Л. Серошевский утверждает, что «степень знакомства якутов в прошлом с медью, серебром, оловом выяснить значительно труднее. Ни одного из этих металлов они в настоящее время не добывают. Для поделок употребляют старый лом, деньги или привозной в кусках сырец»". Но в то же время он отмечает любопытный факт о выплавке свинцового блеска верхоянским кузнецом Румянцевым. Мастер расплавлял богатый серебром свинцовый блеск, но не мог получить из него серебра, хотя он был знаком с приемом многократного пережигания сплавов меди и серебра для увеличения процента последнего13.
Якутские ювелиры для изготовления серебряных изделий обычно пускали в дело русские серебряные монеты различной чеканки*"?* достоинства. Кроме того, в городских лавках приобретали листовое серебро по 27-30 к. за золотник, лом меди по 80 к. за фунт, золото по 5 р. за золотник14. Использование серебряных монет в ювелирном производстве якутскими мастерами в начале XIX в..отмечено японским путешественником-исследователем. Он писал, что в Якутске «все люди, у которых есть золотые и серебряные деньги, имеют изделия из золота и серебра… – кресты, карманные часы, ложки, табакерки и т.п., даже пуговицы. Якуты изготовляют серебряные пластинки и укрепляют их на поясе. Для якутских женщин делаются украшения в косы. У русских серьги маленькие, а у якутов – большие… В ушах прокалывают по три дырочки… Все эти украшения делаются из золотых и серебряных монет. Там запрещено делать что-нибудь из денег, но говорят, это не прекращается»15. Об этом также писал А. Павловский, вилюйский исправник середины 60-х годов XIX в.: «…серебряная монета, попавшая в руки якута, никогда не возвращается, и в последнее время, выпустивши в оборот более 1.000 рублей мелкого серебра нового чекана, я не получил обратно и даже не видалв ходу ни одного гривенника, несмотря на относительно низкое качество этого серебра». Р. Майк, как бы подтверждая данный факт, питает: «Якуты очень падки на серебряные монеты, в этом и я имел случай неоднократно убедиться во время нашей экспедиции»". «Каждая якутка-мать хлопочет, чтобы первую попавшую ей серебряную монету переделать на украшение для своей дочери, будущей невесты».
По некоторым существующим преданиям в старину ввозилось в большом количестве листовое серебро китайского происхождения, называемое тюроэ кемюс. Другим широко применяемым материалом была медь {алтан). Металл универсальный, из него отливали мелкие предметы, выковывали крупные бытовые изделия. Якуты хорошо знали свойства меди, рах1ичали несколько ее сортов: дьэс алтан, юрюнг алтан, юее алтан. По мнению ВЛ. Серошсиского, «медь предпочитали ярко-краеную, даже желтую медь, которую зовут "белой медью" (юрюнг алтан), предпочитали с красным* отливом».
ГЛАВА II. ТЕХНИКА И СПОСОБЫ ГРАВИРОВАНИЯ ЮВЕЛИРНЫХ ИЗДЕЛИЙ.
2.1 Техника гравировки и его инструментарий
якутский ювелирный гравирование традиционный
Инструмент для ручного гравирования
Формы штихелей. Штихель – это своеобразный стальной резец длиной 100-120 мм, закрепленный в деревянной ручке. Форма ручек различна, а длина может быть от 30 до 70 мм. Штихели различают по форме их поперечного сечения и форме режущей части. Штихели определенного профиля делятся также в зависимости от толщины – по номерам. Ювелиры пользуются (в основном) штихелями импортного производства.
Штихель должен быть изготовлен из качественного материала, правильно заточен, прочно и удобно удерживаться в руке. Обычные штихели изготавливаются из высококачественной мелкозернистой инструментальной стали, но для обработки твердых металлов, а также увеличения срока их службы штихели делают из быстрорежущей стали, а иногда даже используют для этого твердосплавные пластины. В зависимости от назначения различают следующие основные типы штихелей.
Шпицштихелъ (вырезной). Его боковые стенки слегка выпуклые, а спинка обычно плоская; ширина спинки клинка составляет 1-4 мм, в зависимости от этого варьируется угол, образуемый между боковыми сторонами. Шпицштихель используется в первую очередь для написания шрифтов, когда, регулируя глубину реза, можно изменять ширину канавки, а при установке шпицштихеля в наклонном положении выполнять глянцевую подрезку.
Мессерштихелъ (прорезной). Поперечное сечение этого штихеля имеет форму равностороннего треугольника; предназначен для вырезания волосяных линий большой глубины.
Фасеттенштихель (фасочный). Его режущие кромки образуют угол в 100°, а в верхней части боковые стенки параллельны; ширина спинки составляет 1,5-3 мм.
Применяется для выполнения относительно широких рисок небольшой глубины.
Юстировочный штихель. Его выпуклые боковые стенки образуют остроовальное сечение. Этот штихель применяется, прежде всего, для подгонки основания гнезда под камень в глухих оправах; лобовая площадка его затачивается наклонно к основной оси с тем, чтобы получить оптимальный угол резания при впасовке камня в оправу.
Флахштихелъ (плоский). Задняя грань лезвия и спинка флахштихеля всегда параллельны; боковые же поверхности проходят под углом, образуя трапецеидальное сечение. Ширина режущей кромки этого штихеля может быть от 0,2 до 5 мм. Он применяется для получения широких плоских углублений, а также для чистовой обработки изделий.
Боллштихелъ (радиусный). Задняя грань лезвия имеет полукруглую форму, боковые грани, также как у флахштихеля, могут быть под углом; ширина лезвия- от 0,1 до 5 мм. Используется такой штихель для исполнения сложных шрифтовых надписей и для чистовой обработки изделий.
Фаденштихелъ. По форме он такой же, как и флахштихель, но на плоской поверхности лезвия имеет мелкую зубчатую насечку, поэтому рез его выглядит в виде нескольких параллельных линий. Этим штихелем можно выполнять линии декоративных орнаментов, а также штрихование и матирование поверхности изделий.[7]
Гравировальная зубилка. При необходимости выемки значительного количества металла гравировальщики пользуются не штихелями, а гравировальными зубилками, которые очень похожи на штихели, однако применяются лишь для выполнения черновой работы; профиль клинка у зубилок – круглый, полукруглый, квадратный и в форме месяца.
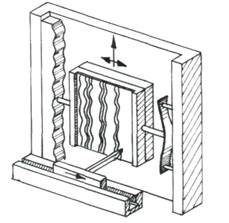
В редких случаях изделие при гравировании поддерживается только рукой. Небольшие пластины закрепляют на киттштоках. Для зажима других заготовок, например колец и деталей столовых приборов, используются специальные зажимные устройства. Сами же прижимные устройства закрепляются в чугунном гравировальном шаре с помощью зажимного винта. Достоинства такого шара в том, что его можно легко поворачивать во все стороны, что, разумеется, очень удобно, например, при вырезании изогнутых линий
Штихели различаются по форме поперечного сечения, определяющей назначение инструмента. Кроме того, штихели каждого профиля делятся по номерам в зависимости от толщины. А названия штихелей, в основном, немецкого происхождения.

Рис. 1. Шаровые тиски с универсальным зажимным устройством
Подготовка штихеля к работе
Изготовление штихелей. Штихели изготавливают вручную. Материалом для них служат (в основном) инструментальные стали марок У12А и ХВГ. Штихели можно сделать также из прутковой стали «серебрянки», наружных колец шарикоподшипников, небольших плоских напильников, лезвий опасных бритв. Штихель должен отвечать следующим требованиям: быть изготовленным из качественного материала, быть правильно закаленным (недокал и перекал недопустимы) и заточенным. Штихель должен иметь всегда такую длину, чтобы его было удобно держать в руке.
Заточка штихелей. Правильная заточка штихеля имеет решающее значение в уменьшении количества брака при гравировании. Заточку начинают с того, что на шлифовальном круге у штихеля (со стороны спинки) делают аншлиф (срез), при этом высота лезвия рабочей части штихеля должна быть от 0,1 до 3 мм. Боковые ребра штихеля скругляются путем снятия фаски. Локоть руки при заточке надо держать на весу неподвижно, кисть руки направлять к себе и обратно, плотно прижимая резец к шлифовальному камню, и следить за тем, чтобы плоскость резца затачивалась под углом 45 – 55°. Если угол заточки получится менее 45°, то штихель при гравировании будет срезать металл неравномерно, рывками, а при угле заточке более 55° – движение штихеля будет скользящим. Площадка (лобовая), образовавшаяся между режущей кромкой и срезом (аншлифом), должна быть как можно меньше, чтобы обеспечивать наибольший обзор места реза. При заточке шлифовальные круги смачивают машинным маслом или керосином. Заусенцы снимают на глянцевом оселке или кремниевом сланце. Лезвие, при необходимости, заполировывают на шлифовальном круге из кожи с применением пасты ГОИ (эту операцию осуществляют коротким движением назад к ручке). Заточку штихеля можно произвести и с помощью специального приспособления.
Заточка штихеля рассматривается на примере заточки шпицштихеля . Сначала вращающимся карборундовым диском у штихеля со стороны спинки выполняется длинный дугообразный вырез рабочей части клинка- аншлиф, а затем задняя кромка лезвия слегка затачивается вверх, т. е. производится выборка от нижней кромки штихеля к лобовой площадке заточки. Боковые поверхности лезвия на шпицштихеле затачиваются на этом участке таким образом, что они доходят до площади заточки, т. е. лобовая площадка должна быть как можно меньше, чтобы в процессе гравирования был виден наносимый рисунок. Лобовая площадка образует с лезвием клинка угол, который в зависимости от твердости материала составляет 30-60°.
Подготовленные таким образом поверхности лезвия и лобовой площадки затачиваются на глянцевом оселке, при этом подача штихеля должна быть точной и равномерной, чтобы поверхности оставались ровными и образовывались острые кромки.

Рис.2. Штихель с заточкой: 1 – задняя кромка лезвия; 2 – площадь заточки; 3 – дугообразный вырез (аншлиф); 4 – спинка; 5 -рукоятка штихеля
Режущие поверхности подвергают полировке шлифовальной бумагой – сначала круговыми движениями, а затем поперечными относительно основной оси.
И в заключение поверхности обрабатывают до блеска на жесткой коже, покрытой корундовым порошком (гладкую глянцевую поверхность реза можно получить только качественно заточенным штихелем)
Главное правило ювелира-гравера: если штихель, положенный на ноготь большого пальца, не соскальзывает с него, то, значит, такой штихель пригоден к работе; тупой штихель скользит с ногтя.
.2 Способы гравирования ювелирных изделий
Ручное гравирование
Чтобы быть мастером своего дела, следует много и упорно тренироваться. Это непреложная истина особенно уместна, когда речь идет о гравировании. Обучение гравированию начинают с самого малого – с умения наносить хотя бы одним (определенного назначения) штихелем прямые и одинаковой толщины линии. Вслед за освоением нарезания прямых линий можно приступить к гравированию штриховых, пересекающихся, ломаных, а также волнистых линий прорезанию букв, цифр, простых фигурок и т.д. Упражнения эти надо выполнять на медных или латунных пластинках толщиной1,5-2мм,размером40X4 Процесс гравирования состоит как бы из двух этапов: подготовительного и непосредственно гравировки.
. Подготовительный этап включает в себя нанесение на изделие рисунка (для последующего его выгравирования) и покрытие поверхности изделия тонким слоем белой акварельной краски или гуаши. Рисунки наносит сам гравер. Несложный – от руки остро заточенным карандашом по высохшей краске. Сложный – сначала прорисовывается в натуральную величину на бумаге, а затем приемом обычного копирования переносится на окрашенную поверхность изделия. Сложный рисунок (для сохранения) покрывают нитролаком. Рисунок на изделие наносят и обычным карандашом, а чтобы рисунок не стерся (не потерялся), его затем прорезают разметочной чертилкой.
. Когда рисунок готов, приступают к гравированию. В правую руку берут штихель, притом так, чтобы ручка тыльной стороной упиралась в ладонь , в левой руке держат приспособление с закрепленным в нем изделием · На поверхности изделия штихель удерживается большим и указательным пальцами. Сила давления штихеля на металл регулируется большим пальцем правой руки, который может упираться в большой или средний палец левой руки. Прорезание линий начинают от вершины угла (при легком нажатии на штихель) равномерными движениями взад-вперед Пальцы левой руки регулируют направление гравирования, меняя, когда необходимо, положение изделия.
Гравирование бывает под глянец, под чернение и под эмаль. Гравирование под глянец выполняют, в основном, с применением фассеттенштихеля. При этом весь рисунок должен быть прорезан особенно четко, иметь безукоризненное штриховое оформление. Линии (для исключения образования ступеней) прорезают одним движением, без отрыва штихеля от металла. Срез должен быть зеркальным. Подрезку (опускание) фона выполняют шпицштихелем, штриховую фоновую обработку – мессерштихелем. Гравирование под чернение и эмаль требует сохранения некоторой повышенной шероховатости выгравированной поверхности, так как это в дальнейшем облегчает процесс нанесения черни и эмали. Гравирование ведут шпицштихелем малыми штрихами, постепенно углубляя и выравнивая места среза.
Гравирование – сложный и трудоемкий процесс, требующий от исполнителя большого мастерства и сосредоточенности. Ювелир может не быть гравером, но он должен владеть хотя бы отдельными приемами гравирования, например плоскостным гравированием.[8]
Механизированное гравирование
Гильоширование
Представляет собой механизированный метод плоскостного гравирования, когда на станке при точной и равномерной подаче резца на поверхности изделий вычерчиваются тончайшие сложно сплетенные сетки из прямых и волнистых линий. Таким способом, кстати, обрабатываются слоновая кость, твердые породы дерева, но чаще всего методом гильоширования декорируются ровные или выпуклые металлические пластины, так как зеркальность реза лучше всего проявляется именно в этом случае.
Гильоширование хотя и начало развиваться с середины XIX века, в настоящее время применяется редко и исключительно любителями этой техники. Гильошированием украшали преимущественно небольшие предметы, например, декоративные шкатулки, корпуса часов, медальоны. Очень хорошо выглядит прозрачная эмаль на гильошированном основании глубина резания, устанавливаемая с помощью регулируемого направляющего штифта.
Чтобы как следует освоить метод гильоширования, необходимо неустанно упражняться и экспериментировать, изучая при этом все возможности гильоширной машины, в работе которой, также как и при ручной гравировке, немаловажное значение имеют правильная заточка резца и глубина резания, устанавливаемая с помощью регулируемого направляющего штифта.[9]
Машина для прямолинейного гильоширования. Неподвижно зажатый в суппорте резец прорезает прямые параллельные линии, смещаясь ровно на один шаг, выгравировывая очередную из них; изделие же перемещается относительно резца вертикально, а расстояние между линиями регулируется с помощью специального устройства – диска с делениями, находящегося на суппорте . После выполнения на изделии рисунка из параллельных линий его положение по отношению к резцу можно изменить на 90° и произвести перекрестную гравировку. Волнистые и зигзагообразные линии гравируются путем подключения эталонной направляющей – шаблона, закрепленной вертикально и рядом с зажимным устройством изделия. Если же на изделии необходимо выгравировать кривую линию, то направляющий щуп, перемещаясь в профиле соответствующего шаблона, обеспечивает колебательное смещение подаваемой детали; при гравировании на ровной пластине рисунка в виде лучей перемещение изделия задается специальным устройством.
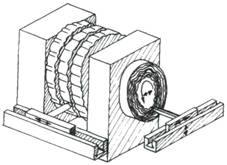
Машина для круглого гильоширования. На ней можно выполнять гильоширование на круглых пластинах и тонких трубах [10]. Изделие закрепляется на торце горизонтального вала, на котором установлены диски различных шаблонов, используемых в зависимости от наносимого рисунка; перемещая щуп вдоль оси шпинделя, можно выбрать диск с необходимым шаблоном; вращающийся вал, чтобы повторять движения, задаваемые шаблоном и щупом, подпружинен. В результате синхронного совмещения вращательного и поступательного движений на изделии образуются волнистые концентрические линии (при неустановленном шаблоне получают просто окружность). При определенной настройке суппорта способом гильоширования можно наносить декоративные рисунки на браслеты или боковые стенки круглых шкатулок, а также на овальные поверхности и полосы.
Пантограф.
С помощью пантографа воспроизведение рисунка на изделии производится с увеличенного шаблона. Используя резец, методом гильоширования можно наносить рисунок с линиями во всех направлениях, а не только в одном, как, например, на машине для прямолинейного гильоширования. При обычной механической гравировке выемка материала производится вращающимся резцом, когда не получают ни глянцевого реза, ни линий с различной толщиной, а только выфрезерованную канавку с одинаковой шириной. Механическая гравировка применяется при нанесении надписей на техническом оборудовании, на шильдиках и менее пригодна для использования при изготовлении ювелирных изделий, гравировка которых выполняется ручным способом.
Принцип действия механического гравировального устройства состоит в том, что движение резца осуществляется по заданному шаблону, а поскольку перенос рисунка производится с помощью пантографа, то его (рисунок) можно уменьшить в масштабе от 1:1 до 1 : 50 . Резец, вращающийся в патроне пантографа, свободно перемещается во всех направлениях.
Плоскостной пантограф представляет собой шарнирный параллелограмм, длина сторон которого регулируется, благодаря чему возможна установка различных передаточных отношений. Главное для пантографа, – чтобы резец, опора и щуп находились на одной оси. Обслуживание гравировальной машины – несложное. В то время как гравирование вручную требует длительной тренировки, на этой машине нужно лишь направить щуп по шаблону – далее вращающийся резец выполнит рисунок в заданном масштабе.[11]
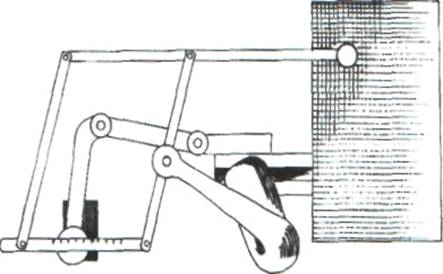
Рис.3 Принцип действия пантографа
С помощью вспомогательных приспособлений можно обрабатывать на основе плоского шаблона и другие поверхности: выпуклые и вогнутые (поверхность пуговицы, тубус фотообъектива); наружные и внутренние (барабан со шкалой, гравировка обручального кольца); конусные стенки стакана или кубка (объемный пантограф).
Вращающимся резцом можно вырезать буквы, орнаменты, производить выемку металла вокруг рисунка (печать), а также выполнять сквозное фрезерование пластины, например при изготовлении шаблона для последующего напыления рисунка.
На базе гравировальных пантографов были разработаны копировально-фрезерные станки с трехмерной системой воспроизведения рисунка, с помощью которых можно изготавливать, например, штампы для чеканки монет и медалей по модельному рельефу в увеличенном масштабе; граверу остается их только доработать
Механизированная гравировка применяется при массовом производстве изделий. С ее помощью исполняются сложнейшие виды рисунков, орнаментов, которые невозможны при ручной гравировке.
Лазерная маркировка и гравировка.
Одним из наиболее интересных методов обработки драгоценных металлов является маркировка и гравировка. Современные станки оснащенные компьютерным управлением позволяют наносить на металл методом лазерной маркировки и гравировки (модификации поверхности под воздействием лазерного излучения) практически любую графическую информацию – рисунки, надписи, вензеля, логотипы. Причем изображение можно наносить как в растровом, так и в контурном изображении. Современное оборудование позволяет перемещать лазерный луч со скоростью более двух метров в минуту и обеспечивать графическое разрешение на металле до 10…15 линий на миллиметр. В такой технике возможно изготовление с низкой себестоимостью различных подвесок, заколок, и других ювелирных изделий со своеобразной лазерной графикой. (Рис. 4.)

Рис 4. Образцы лазерной маркировки и гравировки сувениров и ювелирных изделий.
Также интересным применением лазерной технологии гравировки является нанесение различных логотипов, вензелей владельцев, товарных марок и знаков на элементы столовой посуды, как из драгоценных металлов, так и недрагоценных металлов, например для обозначения «нерж.» на клинках ножей.

Рис 5. Гравировка ножей.
Высокое разрешение (тонкие линия), точность и повторяемость (менее 5 мкм) графического рисунка на металле позволяет эффективно применить лазерную маркировку для разметки изделий под дальнейшую ручную гравировку, например при изготовлении памятных знаков, медалей или инструмента для их производства. Широкий диапазон режимов обработки на лазерных станках позволяет точно дозировать энергию лазерного излучения, что в свою очередь обеспечивает возможность высокоточной обработки двухслойных материалов, например ювелирных изделий из недрагоценных металлов предварительно покрытых лаком. Удаление лака под воздействием лазерного излучения без нарушения геометрических параметров поверхности металла, дает возможность провести в последующем гальваническое осаждение драгоценного металла практически любого графического изображения и получить необычное изделие.
2.3 Предпочтения способа гравирования якутских мастеров
Для исследования потребительского предпочтения способа гравирования мною было обследована 120 респондентов жителей по г.Якутска.
Исследование проведено методом анкетирования и интервьюирования.
Из 120 респондентов от 15 до 25 лет составляет 50% , от 26 до 60 лет 50% опрошенных..
На категории респондентов от 15 до 25 лет 65 % предпочли ювелирное украшение сделанное ручной гравировкой, а 35 % ювелирное украшение обработанное лазерной гравировкой, 0 % механической гравировкой.
На категории респондентов от 26 до 60 лет 75 % предпочли ювелирное украшение сделанное ручной гравировкой, а 24 % ювелирное украшение обработанное лазерной гравировкой, 1 % механической гравировкой.
По итогом интервьюирования на категории респондентов прилагаю такие ответы респондентов:
девушка 21 год
Ручная работа всегда была более ценной чем работа техники. Лазерной делают наверное много одинаковый деталей, типа конвейер, а человек это эксклюзив да еще и ручная работа.
девушка 20 лет
Работа техники я думаю лучше, потому что как вы говорите гравировка будет на много лучше чем ручная, красивее ровнее, ну там не будет души человеческих рук, но я купила бы все таки технику, все таки это ноу-хау
женщина 40 лет
Из проведенного исследования я пришел к такому выводу:
1. Традиционная технология гравирования якутских мастеров славится по всему миру и его особенность заключается в его трехмерном гравировании, способ которого не используется мастерами других стран.
2. Все таки как не развивалась техника и технология, большинства людей ценят то, что сделано своими руками, с душой.
ГЛАВА III. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ УКРАШЕНИЯ СПОСОБОМ ГРАВИРОВАНИЯ ЯКУТСКИХ МАСТЕРОВ
3.1 Особенность гравировки якутских мастеров
Ювелирное дело – традиционный вид художественного творчества многих народов России. Среди всех многочисленных народов России наибольшее развитие искусство ювелирных украшений получило у русских, якутов, бурят, татар Поволжья и народов Дагестана.
Якутские кузнецы и ювелиры по праву славились высоким мастерством по всей Восточной Сибири и в прошлом снабжали своими изделиями многих северных соседей.[3]
Гравирование – вид художественной обработки изделия, который заключается в вырезании рисунка на изделии штихелями. В ювелирной практике применяется ручное двухмерное (плоскостное) гравирование, по-иному – гравирование для вида.
Особенность у якутских мастеров ювелиров – это гравирование трехмерное (объемное). Гравировка (ойуулааhын, быhан ойуу) являлась основным способом украшения ювелирных изделий якутскими мастерами. Гравированный рисунок часто наносили резцом. [2]
Из спокон веков ручное гравирование являлось сложным и трудоемким процессом, требующим от исполнителя большого мастерства, выдержки и сосредоточенности. Гравирование ювелирных изделий выполняется за ювелирным верстаком с помощью граверных приспособлений и инструмента.
Гравирование для вида у всех ювелиров есть распространенный вид ручных граверных работ. Он включает выполнение на изделиях рисунков и дарственных надписей под глянец и под чернение.
Для всякого гравирования изделие должно быть укреплено. Для этой цели используют: деревянные тисочки, крепежные дощечки, шрабкугель и кранц.
Деревянные тисочки, это – ручные и настольные с различной формой губок, такие же как и для закрепки камней. Применяются для укрепления объемных изделий. Крепежные дощечки – изготовляют из вязких пород дерева. Служат для укрепления плоских изделий. Горизонтальные размеры дощечек зависят от размеров изделия, толщина их 20-25 мм. Укреплять изделие на дощечках можно с помощью гвоздиков, прижимая пластину по контуру шляпками, сургучом и закрепочными пастами. Шрабкугель (шаровые тиски) – представляет собой чугунный шар около 130 мм в диаметре, у которого сверху срезан сегмент и вырезан паз, в котором болтами зажимается дощечка с изделием. Для того чтобы изделие можно было свободно передвигать под любым углом, под шрабкугель подкладывают кожаное кольцо. Кранц (граверная подушка) – тяжелая кожаная или парусиновая круглая подушка, туго набитая песком. Диаметр кранца 180-200 мм. Служит он подкладкой под крепежную дощечку или настольные деревянные тисочки для свободного маневрирования изделием. Кранц – самое простое и распространенное граверное приспособление. Его, как правило, изготовляют сами мастера. Для этого из толстой кожи (3-4 мм) вырезают два круга диаметром 180-200 мм, замачивают их в воде и мокрыми сшивают по окружности на расстоянии 5 мм от края. Круг прошивают не полностью – 30-50 мм оставляют незашитыми. Через незашитое отверстие в образовавшийся мешок насыпают мелкий сухой, промытый песок. Затем отверстие зашивают и подушку выравнивают на столе.
ЗАКЛЮЧЕНИЕ
Ювелирное искусство – яркая и самобытная ветвь якутского кузнечества. Отличающееся своими традициями и особым художественным стилем оно весьма самобытно и своеобразно.
Якутские ювелиры, мастерски владели литьем, ковкой, чеканкой, штамповкой, инкрустацией и другими традиционными техническими приемами.
Традиционным материалом якутских ювелиров служило серебро оно получает широкое применение и небывалую популярность именно в XIX в.
Серебро – традиционный материал якутских украшений – в народе считалось обладающим очистительным и магическим свойством. У якутов серебро всегда ассоциировалось с благородством, чистотой и приписывалось лечебное свойство. Серебряные монеты и другие изделия из серебра использовались как средства от многих болезней. Считалось, что блеск металла так же, как белый цвет, неприятен злым духам.
Якутские мастера – ювелиры на протяжении многих веков совершенствовали процесс художественной обработки металла. Мастера работали в смешанной технике. Практически каждый предмет из серебра декорировался штампованным или гравированным узором.
Самым распространенным приемом ручной обработки металла являлось литье, важными приемами обработки являлись ковка, штамповка, гравировка. С середины прошлого столетия литье в формовочные смеси превратились в промышленный процесс, используемый для серийного производства, и стало применяться еще более широко.
Сегодня с техническим развитием технология обработки драгоценных металлов автоматизируется расширяя и развивая ювелирное производство.
Современный период развития традиционных якутских украшений представляет собой новую яркую страницу истории ювелирного искусства народа Саха.
Из проведенного исследования я пришел к такому выводу:
· Традиционная технология гравирования якутских мастеров славится по всему миру и его особенность заключается в его трехмерном гравировании, способ которого не используется мастерами других стран.
· Все таки как не развивалась техника и технология, большинства людей ценят то, что сделано своими руками, с душой.
СПИСОК ЛИТЕРАТУРЫ
1. Бреполь Э. Теория и практика ювелирного дела.- Л., 1982.
2. Василенко В.М. Народное искусство. – М., 1974.
3. Дждудит Кроу Справочник для ювелира Изд: Арт Родник 24-27с
4. Докторов П.И. Ремесло и кустарное производство якутов – Якутск, 1999
5. Зуев В.Е. Роль лазеров в исследовании атмосферы и океана // Наука в России №3, 1999.
6. Зыков Ф.М. Ювелирные изделия якутов. – Якутск, 1976.
7. Иванов С.В. Материалы по изобразительному искусству народов Сибири ХIХ – начала ХХ в. – М.-Л., 1954.
. Кавецкий Р.Е., Чудаков В.Г. Лазеры в биологии и медицине, 1969.
. Лазерная техника сегодня и завтра // Наука и жизнь №6, 2002.
10. Медведева Г.М., Платонова Н.Г. и др. «Русские ювелирные украшения 16 – 20 веков из собрания Государственног ордена Ленина Исторического музея М: Советский художник, 1987
11. Неустроев Б.Н. Блеск серебра. – Якутск, 1999.
12. Новиков В.П.. Научное изготовление ювелирных украшений. – Ленинград, 1991.
13. Павлов В.С. Ручное изготовление ювелирных украшений. – Л., 1991
14. Плетнев С.Д. Лазеры в клинической медицине, 1981.
. Романова Л.Ф. Современное ювелирное искусство. – М, 2006. – 133 с.
. Рыкалин Н.Н., Углов А.А, Лазерная технология: подписная научно-популярная серия Техника №3/сост., 1983.
17. Селиванкин С.А. и др. Технология ювелирного производства – Л.,1978
18. Сидорин В.М. Лазеры в авиации, 1982.
. Тарасов Л.В. «Лазеры: действительность и надежды». М., Наука, 1979
. Транковский С. «Книга о лазерах». М., 1988
. Шаталова И.В., Скурлов В.В. Ассортимент отечественной ювелирной промышленности.- М, 2007. – 290 с.
Приложение №1
Принцип действия машины Принцип действия машины для линейного гильоширования для круглого гильоширования